 |
| 使用四爪釘螺母和螺絲釘製作一套新的夾具,方便依材料高度調整 |
介紹
此篇文章是參照bCNC wiki Tutorials: Simple Clamps 文章,並依自己的方式實做並分享記錄
為何要特別介紹這一篇:因為他簡單又實用,利用簡單的2D DXF 向量圖,載入到 BCNC 自動轉成G-CODE,在bCNC 設定好銑刀跟素材,就可偏移路徑切出輪廓,甚至支持凸台。
從Cyclone 到CNCx2 一路走來。有感而發:要會雕刻前,先學會如何設計夾治具。
在bCNC wiki Tutorials: Simple Clamps 文章中說明原本的設計的工夾具會因被夾物的高低來墊不同高度的墊塊來支撐,所以改用四爪釘螺母和螺絲釘製作一套新的夾具。
設計
bCNC wiki Tutorials: Simple Clamps 文章,用librecad繪製夾具外框,但我不會用librecad,但前一篇文章 Cyclone PCB 使用Inkscape Gcodetools 將圖片轉換G碼(G-CODE),所以我改用Inkscape繪製夾具外框。
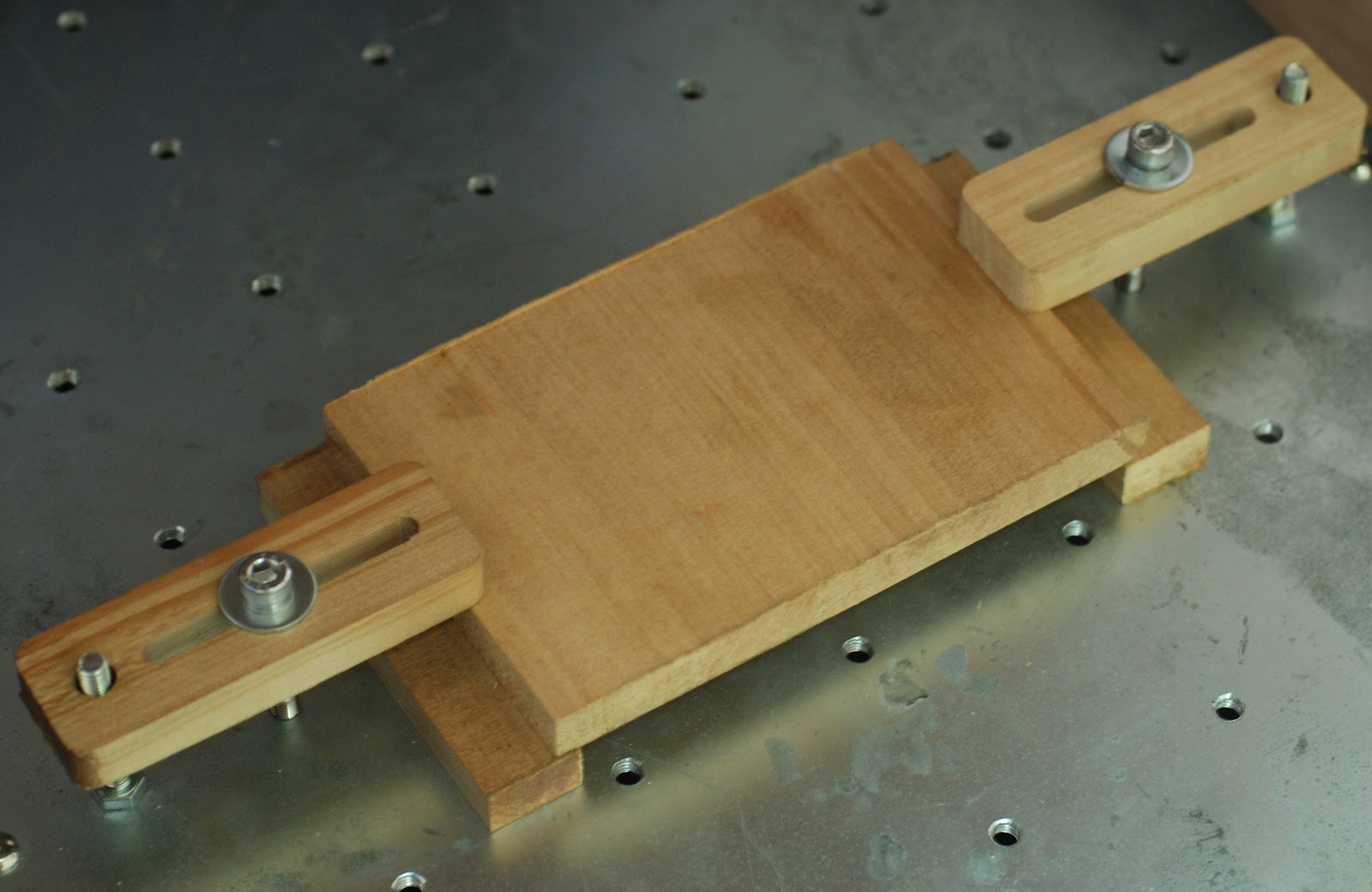
一個30x90mm的矩形,帶有圓形邊緣,中間有一個60mm x 6.5mm的狹縫和8mm的孔。用於讓頂部孔壓入四爪釘螺母讓螺絲釘自由移動並調整到正確的位置。我使用M6螺絲,所以我讓螺絲孔有0.5mm的公差可以自由移動。
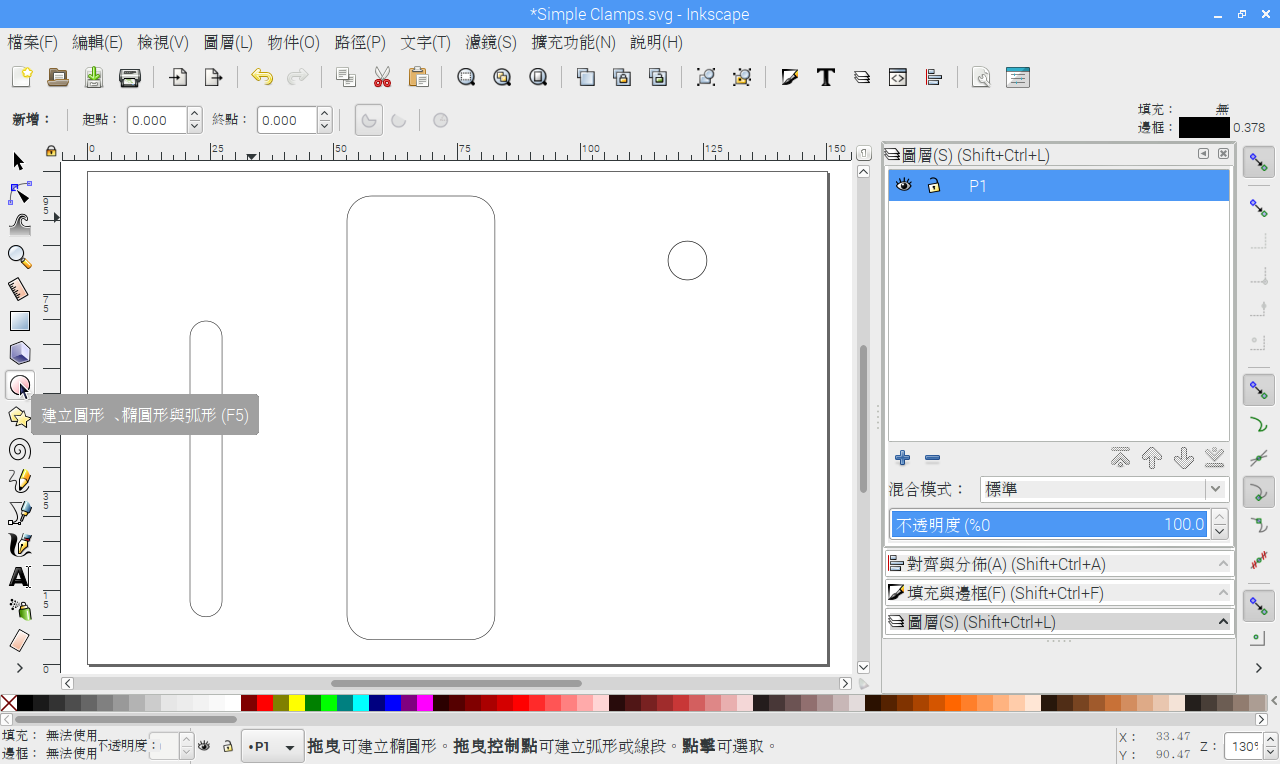
- 所以打開Inkscape按F4鍵,建立矩形繪製一個30x90mm的矩形,帶有圓形邊緣。
- 再按F4鍵,建立矩形繪製一個60mm x 6.5mm的圓形邊緣的矩形。
- 再按F5鍵,建立圓形繪製一個8mm的圓形孔。
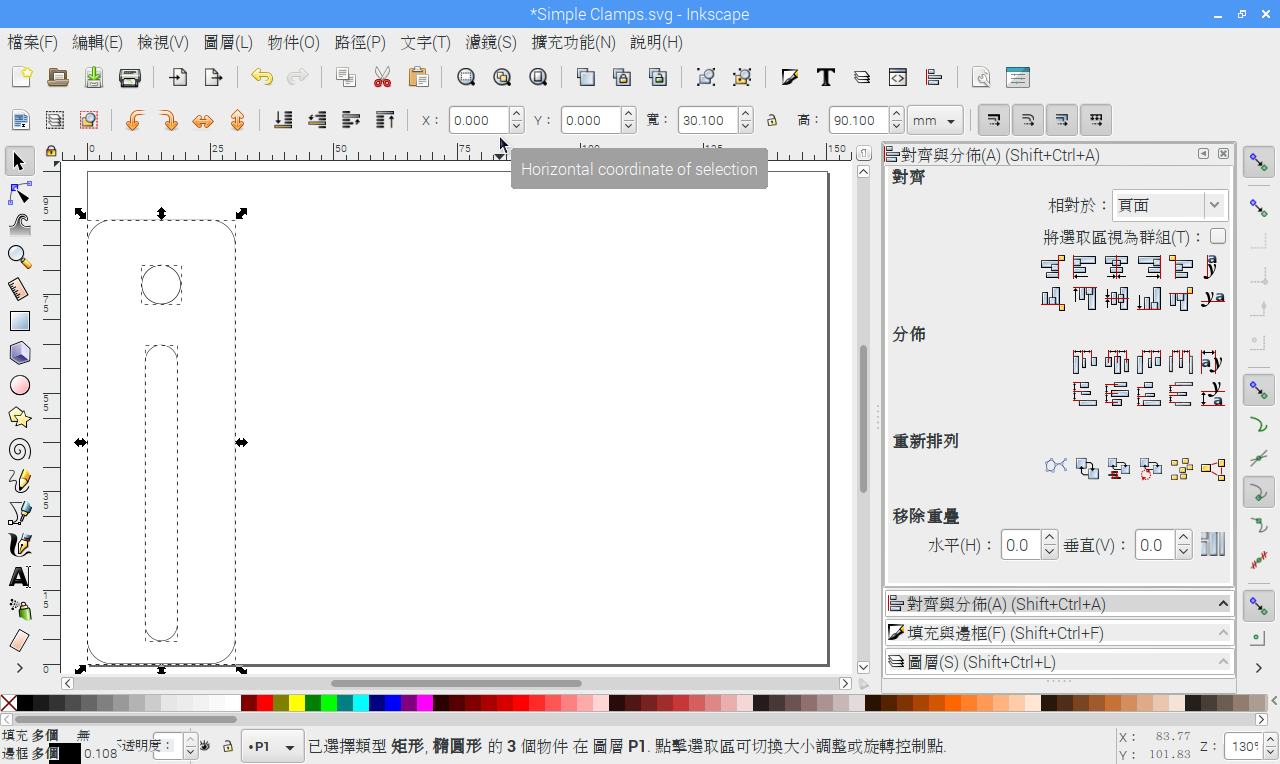
- 接著按(Shift+Ctrl+A)鍵,叫對齊與分佈,圈選繪製的三個圖形,點選緃軸置中。
- 讓加工座標位於左下角(0,0),所以我們在上方列位置填入X=0 Y=0 讓夾具外框移到圖紙左下方的位置。
- 同理你也可以單獨單選要位移的圖形到相對位置。
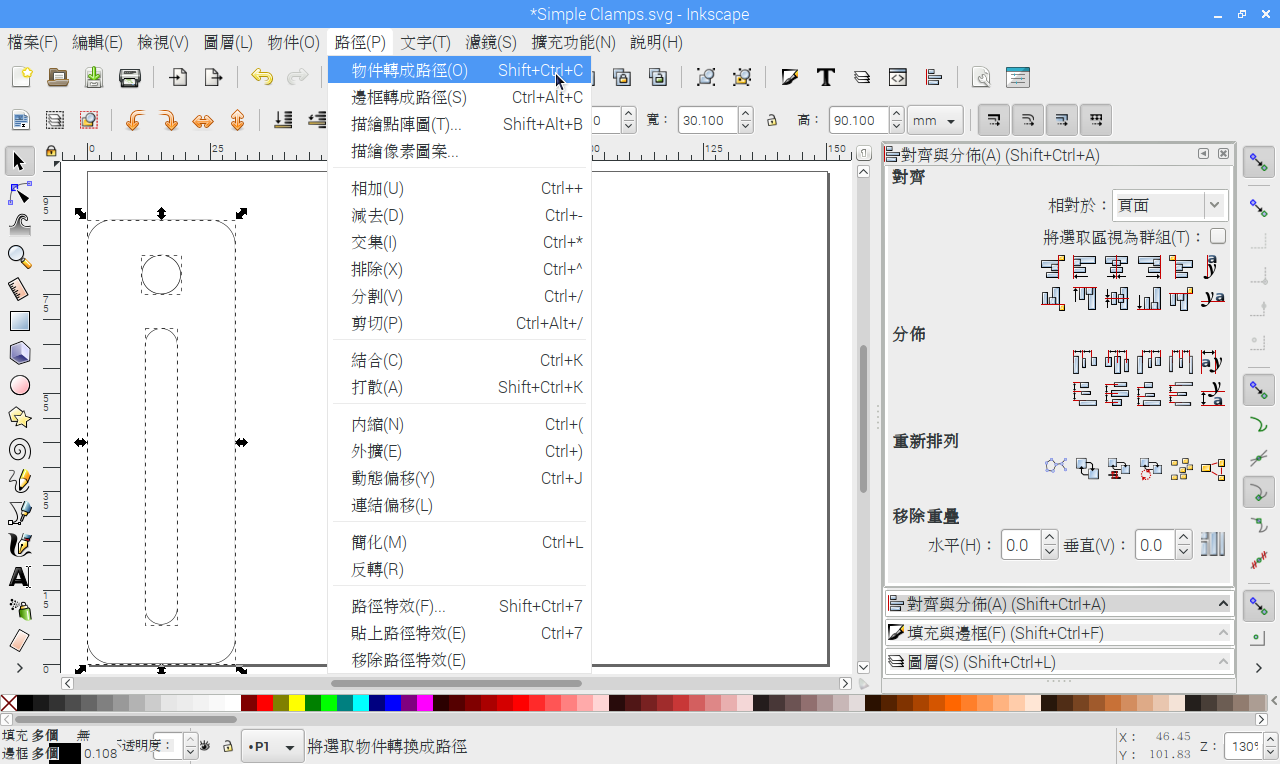
- 最重要的一點,,要將我們剛綱繪製好的圖形物件轉成路徑。先圈選剛剛3個圖形物件,路徑→物件轉成路徑,你也可以直接按(Shift+Ctrl+C)鍵。
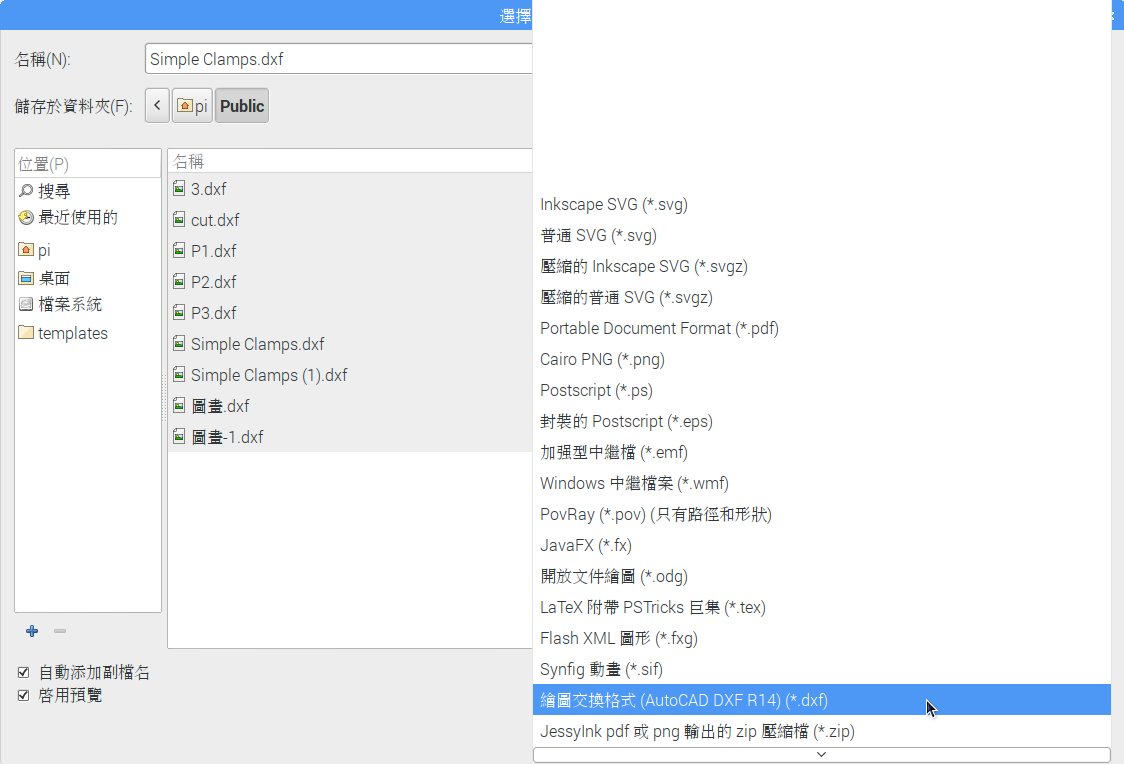
- 最後..,檔案→另存新檔,你也可以直接按(Shift+Ctrl+S)鍵。
- 將檔案另存DXF格式的檔案, 就完成設計工作。.




bCNC 轉 G-code
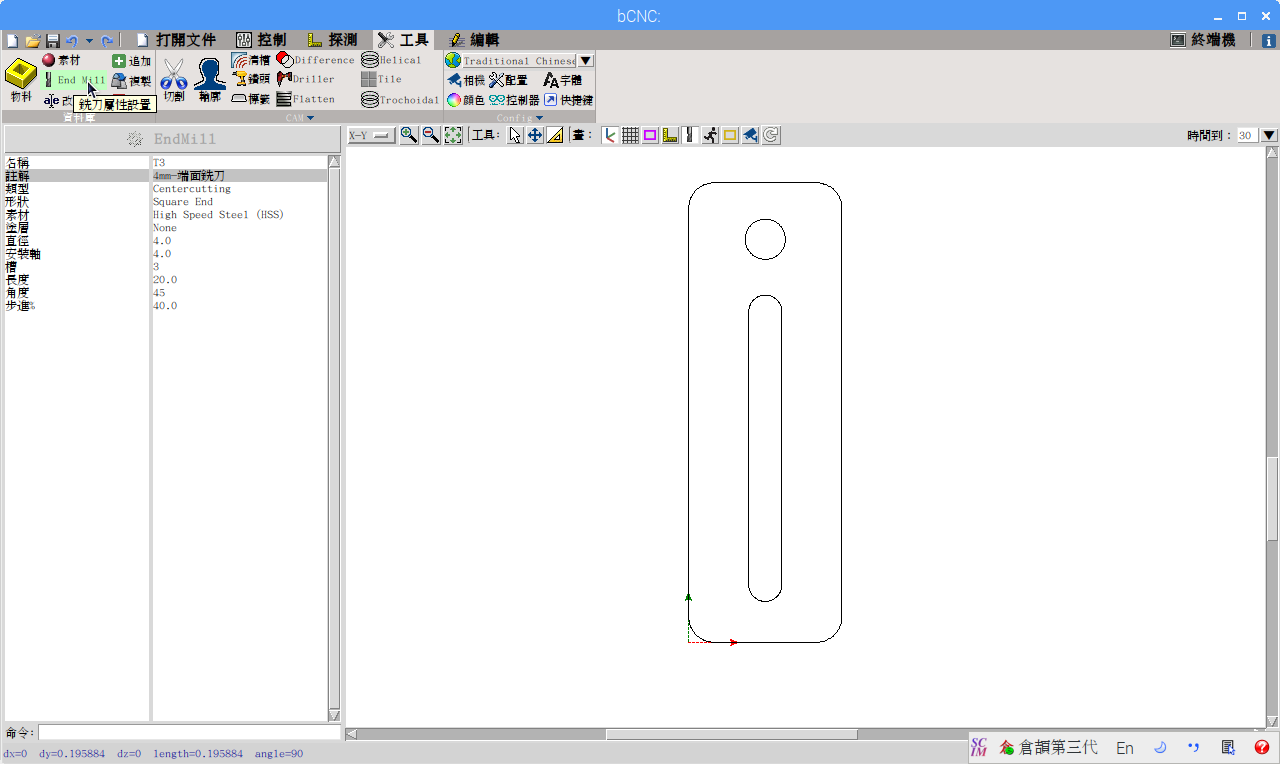
- 啟動bCNC並打開 Simple Clamps.dxf文件,或直接從命令行打開:$ bCNC Simple Clamps.dxf 。bCNC 自動將向量檔轉成G-CODE,點選"工具",然後選擇EndMil,設定好選定的銑刀,直徑4mm,HSS 材質,平面刀,無鍍層,3刃,中心切割.#$@T%$#$! (第一次沒有任何東西,所以只需點擊[+]並添加一個新的。最重要的參數是直徑尺寸,因為等會路徑會依你選的銑刀去做偏移)。
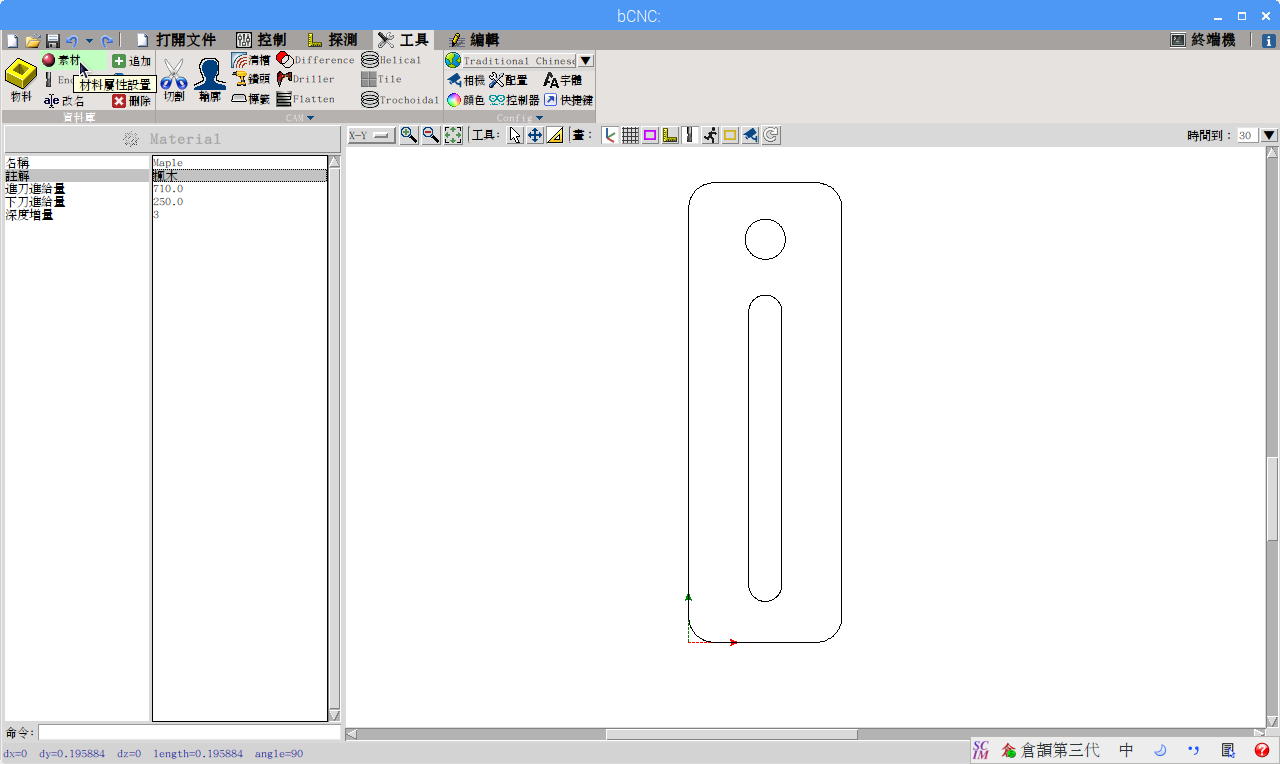
- 選擇素材,因為用的是抽屜板,所以我就依系統內建庫Maple(楓)的參數
進刀進給量:710mm / min
下刀進給量;250mm /min
深度增量;3mm
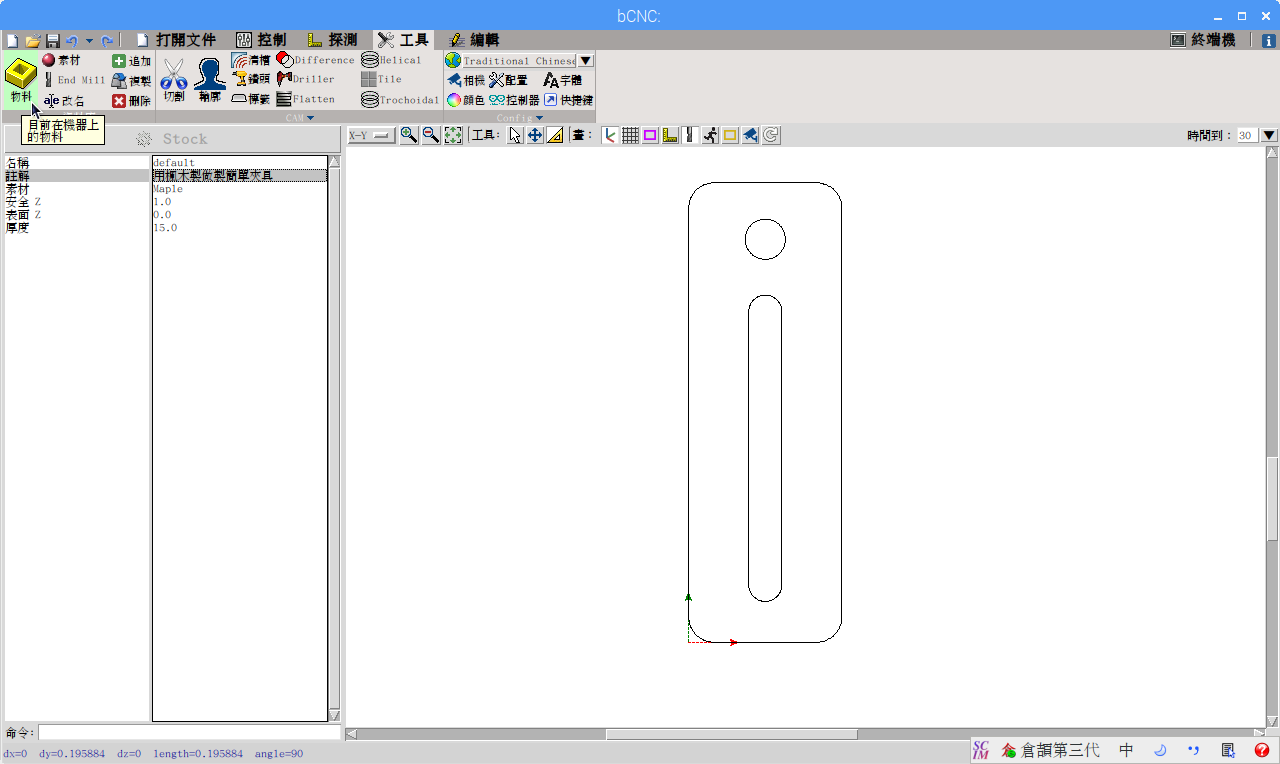
- 最後在物料 設定好我們剛選定的素材及材料厚度及安全退刀高度.
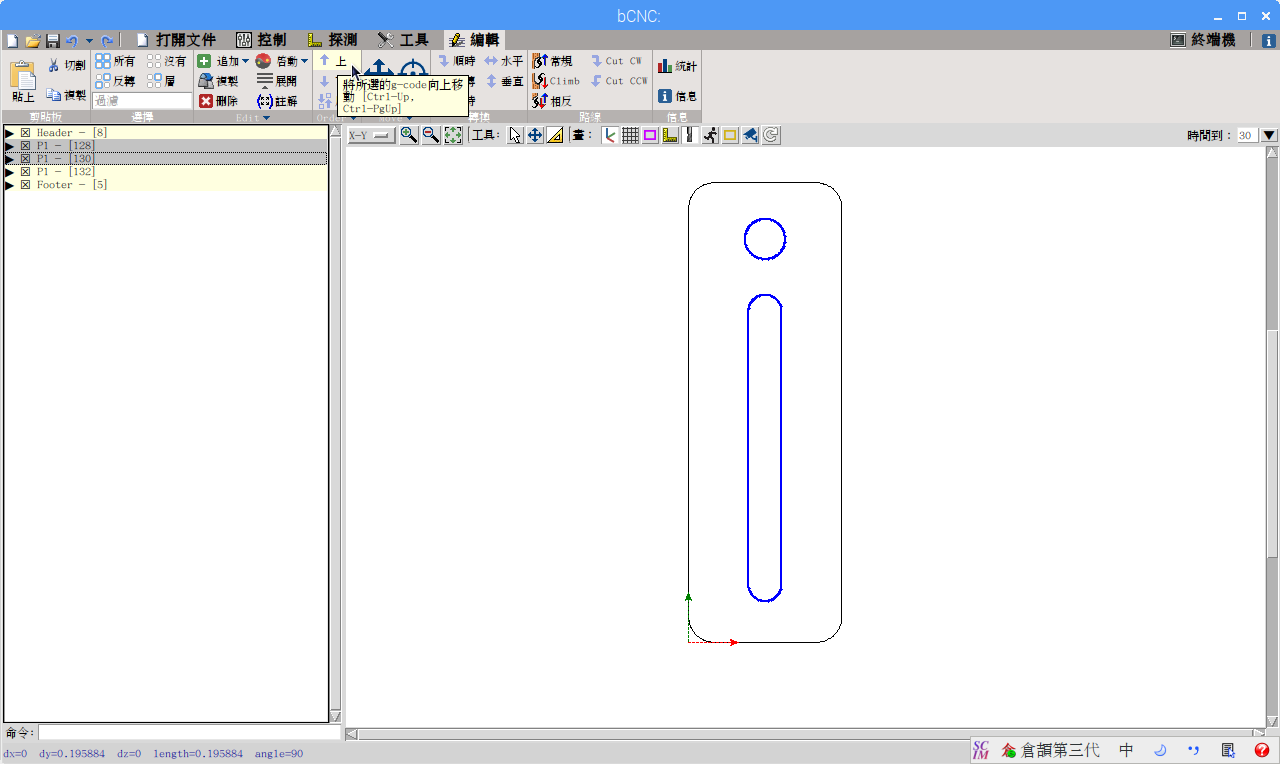
- 此時選擇編輯,從編輯器中選擇要移動的路徑,然後使用Control-Up或Control-Down鍵向上/向下移動它。來改變加工次序。
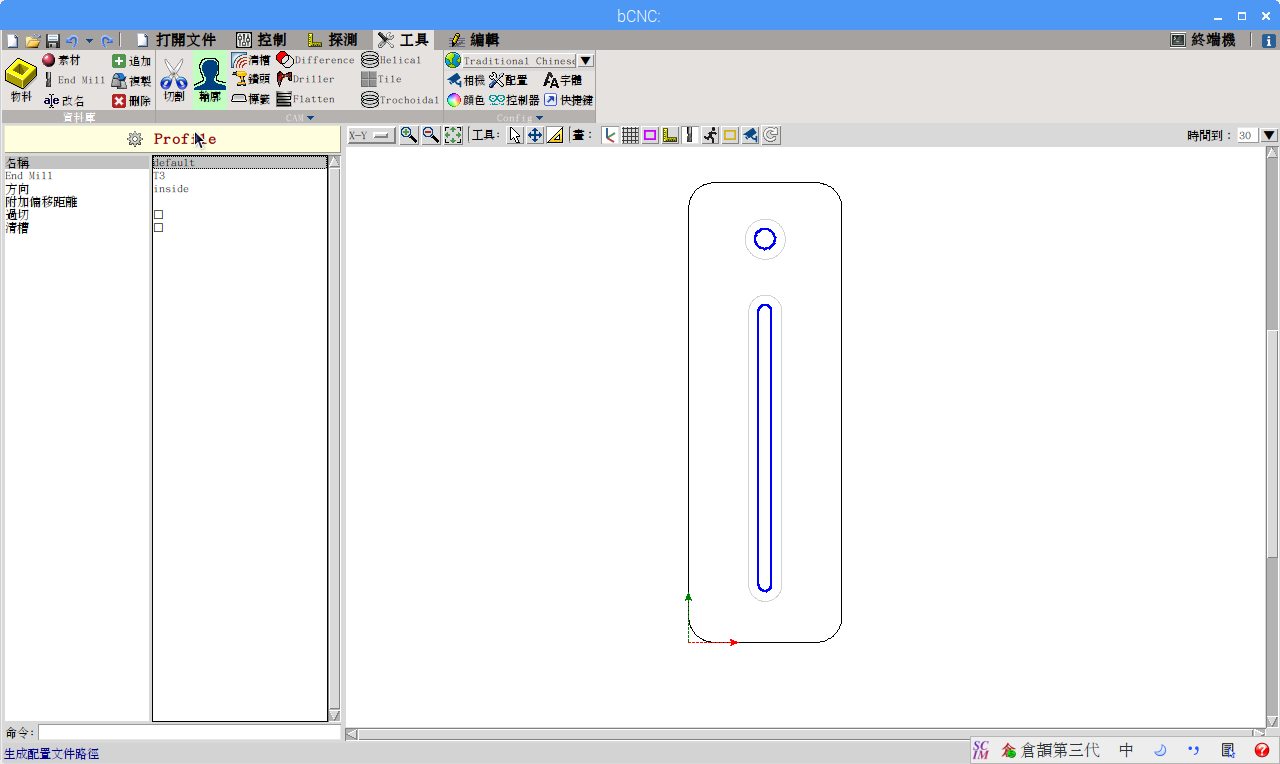
- 此時選擇工具→輪廓,刀,方向inside,按選擇工具→輪廓下(齒輪圖) Profile 鍵 或者,您可以從命令行執行操作,只需輸入profile in命令即可 。您將看到要創建的新路徑和要顯示的原始路徑。
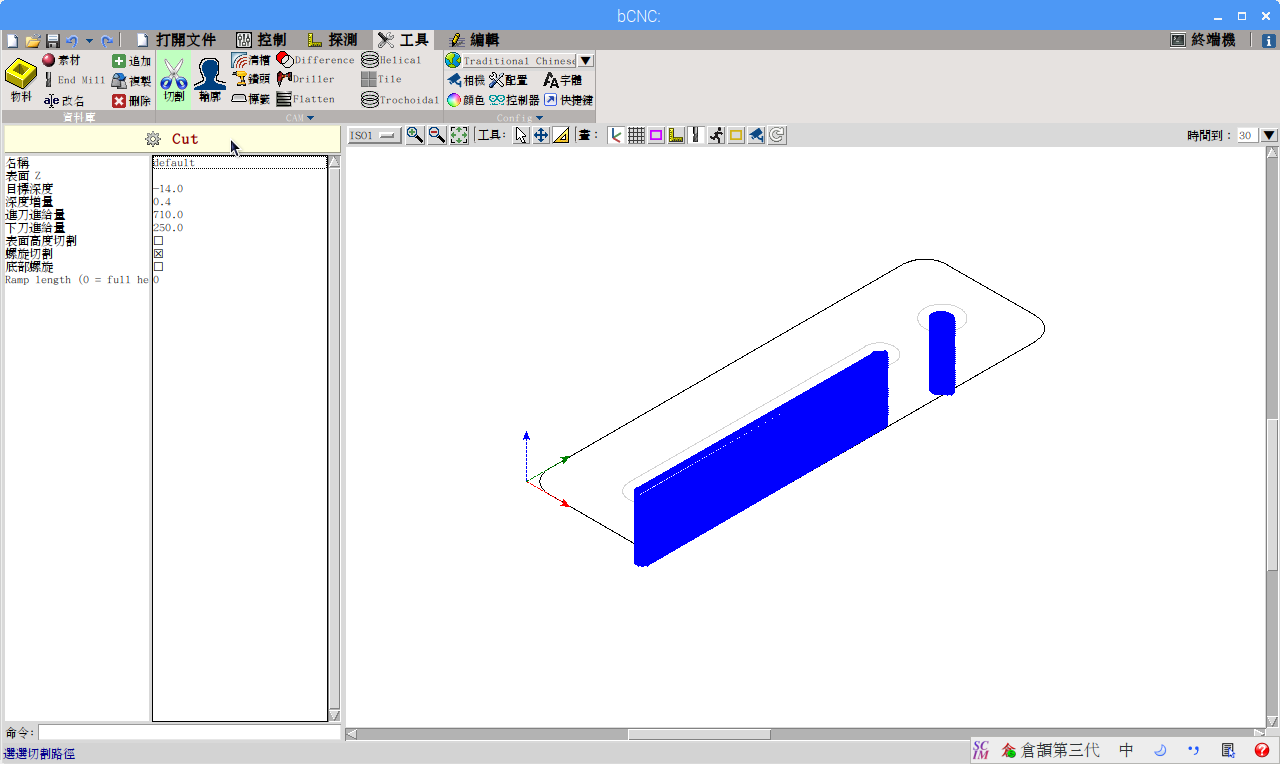
- 接著點選切割,設定目標深度-14mm
深度增量:0.4mm
進刀進給量:710mm / min
下刀進給量;250mm /min
螺旋切割:點選(這是由捷克人 由Harvie 於2018年7月2日所提交 ,讓bCNC不再是一層一層切割,他最近還提出連Fusion 360都還沒有的擺線銑削或螺旋線銑削。如同之前所言:Open Source的最大好處就是擁有全世界的工程師協助解決問題並提出創新的技術.那真的是件很棒的事情。
按下(齒輪圖) Cut 鍵 或者,您可以從命令行執行操作,只需鍵入命令即可 cut。您將看到下切時的路徑圖。
- 同樣方式將外圍路徑偏移,不同的要選擇outside,因為的刀具是走在外面,才能切出我們要的外框尺寸,您可以從命令行執行操作,只需輸入profile out命令即可。
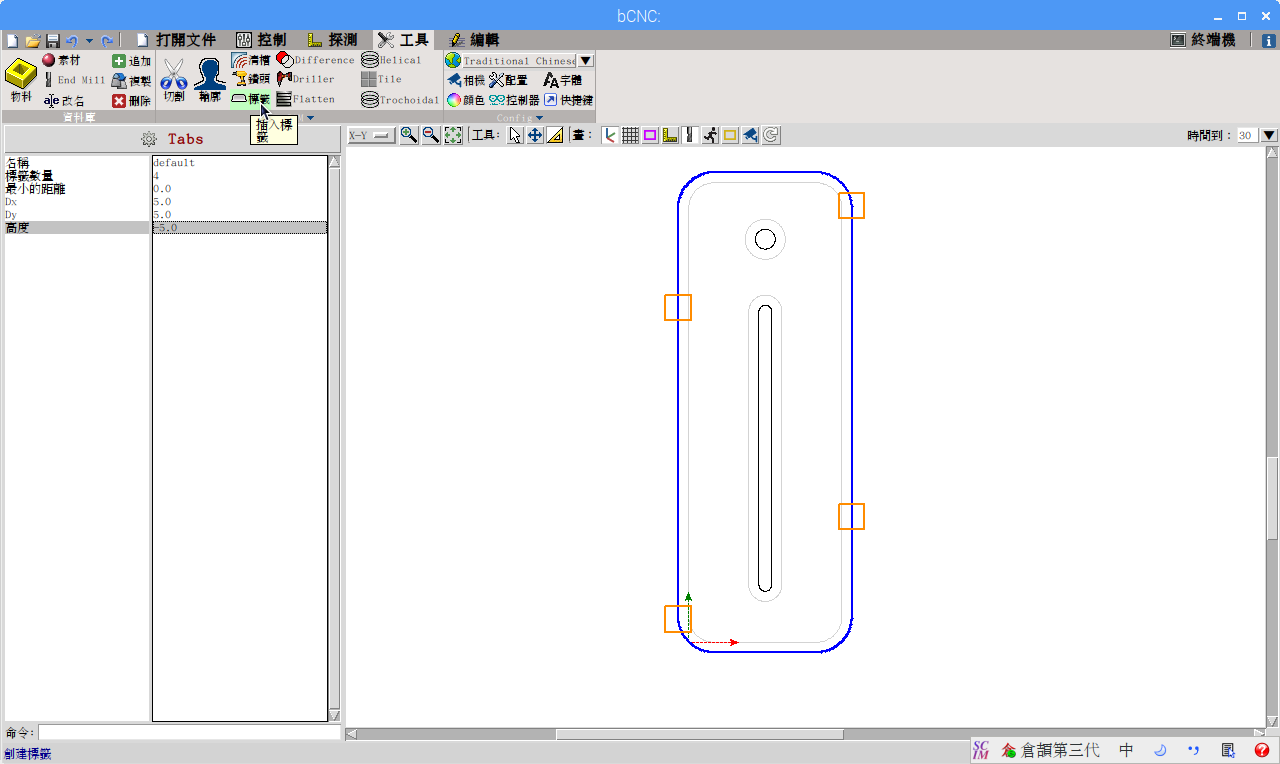
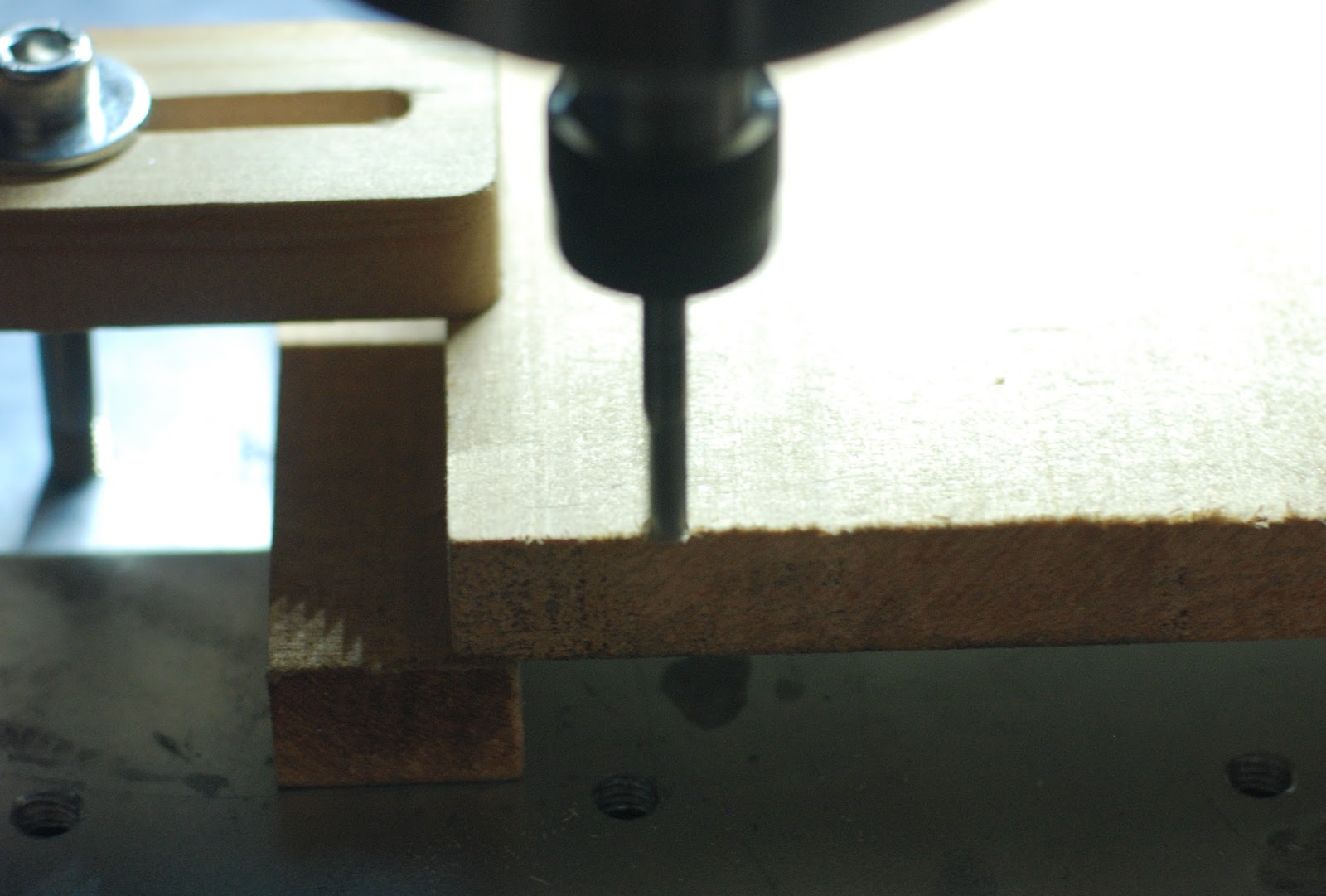
- 因為外框需要有支持凸台來支撐,避免切斷時,成品飛出去。所以工具→ 標籤,設定你要的凸台數量,凸台的長dx及寛dy 及高度-5mm,因為實際物料高為12mm,所以凸台有7mm高。
- 標籤凸台的位置可能不是你想要的點。沒關係,你可以點選編輯→打開外框區塊路徑,你會看到四固土黄色的 “標籤” ,你可以單選它,自由的拖曳到你要放置的位置上。
- 同樣你再一次操作,點選切割,你就會看到外框路徑留下四個缺口。



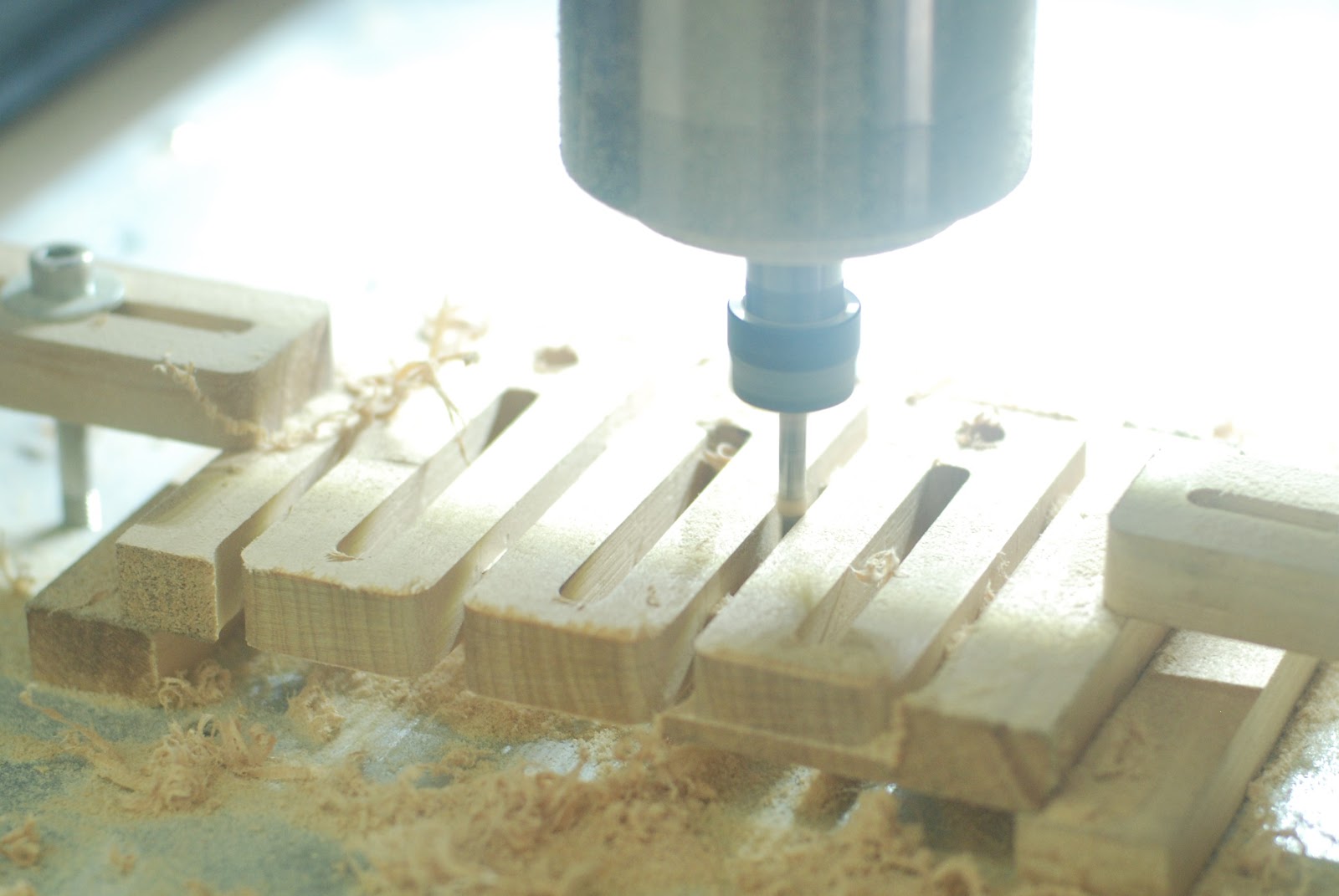
- 將原物料板固定於工作檯面,記得將木紋紋路要跟 6.5mm的狹縫平行,加工出來的夾具才具有強度。
- 運行原點歸位,再手動將龍門移動到所需的工作位置(使用方向鍵)或使用鼠標(Control + Shift + Click)或在畫布中鍵入*** g *** antry鍵,然後在所需位置單擊鼠標。它僅適用於XY,YZ,XZ圖。
- 在WCS選項上設置X=0位置或set 0 0 0在命令行上鍵入。您可以輸入set 0X 軸或 set . 0Y 軸等逐個發送軸。
- Z軸工作零點設置,通常如果是金屬我會因探測的方式去作做Z軸工作零點設置,但如果切木頭,我可能直接開主軸,毎1mm下降,直到碰觸到木頭。再升1mm ,在WCS選項上設置Z=0位置。
- 將龍門架抬起3-5毫米,單擊運行。




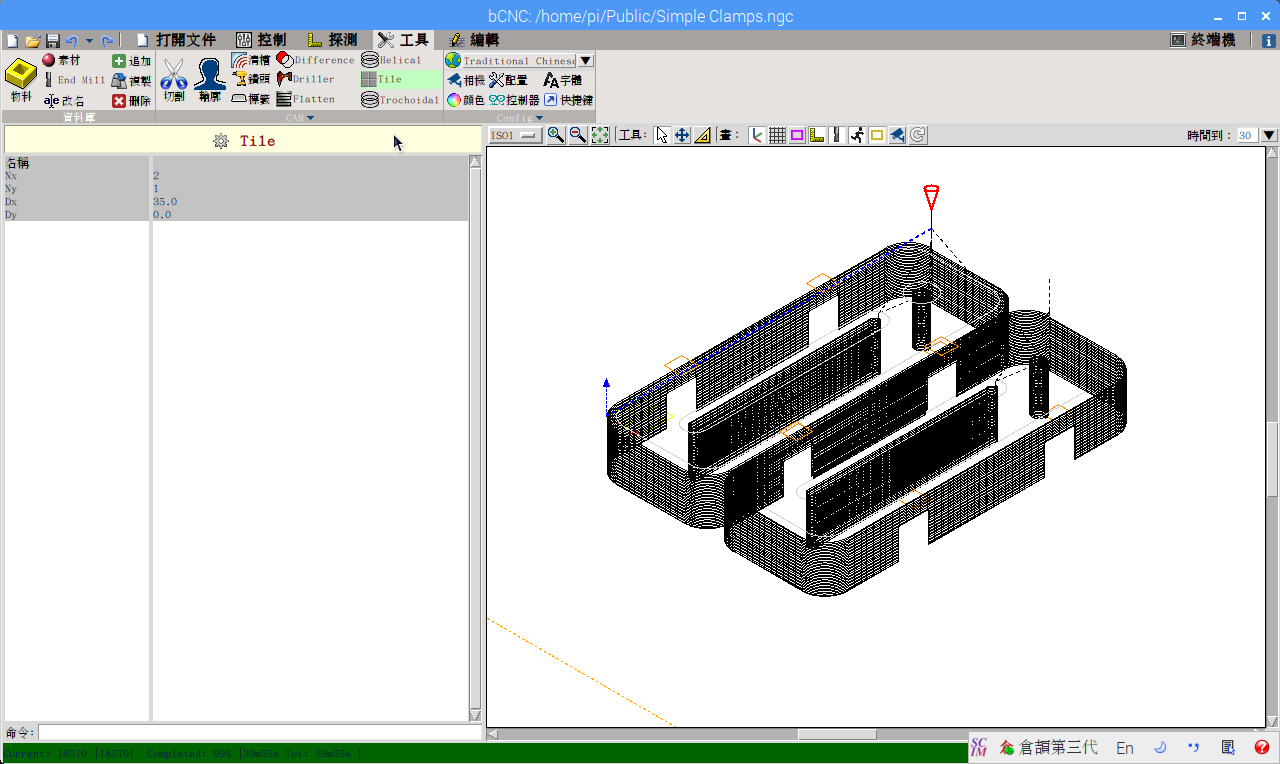
- 為了把剛剛切下來殘餘料充分利用所以呢我們Tile的方式陣列G-code,這是原文沒有講的部分。點選工具→Tile 定Nx=2,Ny=1 (陣列方向的數量) .Dx=35,Dy=0( 陣列方向間的距離,夾具寛+刀具直徑+1mm間隙=35) ,按下(齒輪圖) Cut 鍵 。你就可以看被陣列出來的另一個路徑。
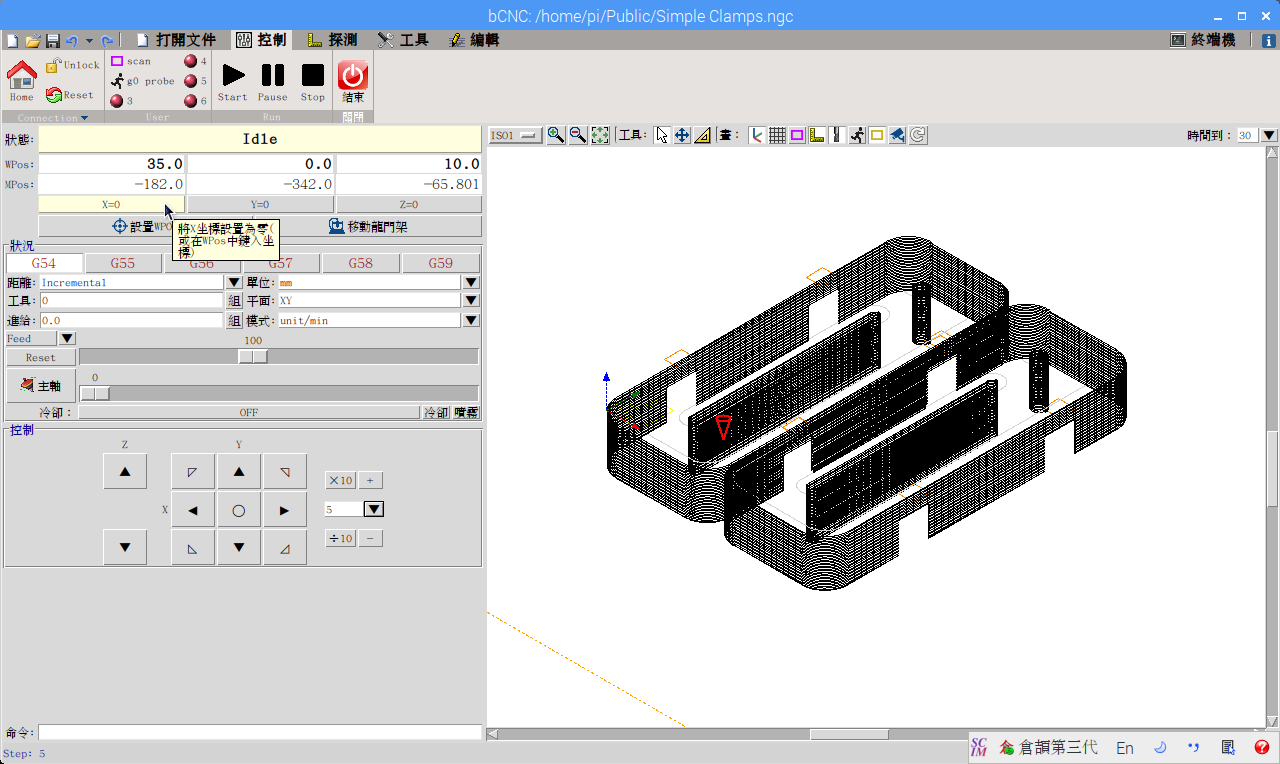
- 回歸到工作原點,並向X(左)位移35mm,做設置X=0位置。
- 再將龍門架抬起3-5毫米,單擊運行。

然後呢! 接下來就有請各位自行發揮...
沒有留言:
張貼留言