講到定位,就要說到夾治具,說到夾治具,就要談到加工物。所以依照加工物的外觀(如:板材,方塊,圓柱,球體...等等)。配合使用不同的夾治具(壓板,虎鉗,V型枕,快速夾,雙面膠帶沒錯就雙面膠帶,只是到時候背膠比較難去除)。再考量加工路徑,選擇合適的定位方式。所以一開始"教程(—):簡單夾具"講的就是如何做個壓板夾具。
而我很不喜歡講或說,所以我就直接將我的CNCx2的日常工作給記錄下來,供你參考。
最近重新設計Cyclone PCB. 我叫它是”PCB Storm”

所以我需要一片鋁擠型來做為加工平台,尺寸是240x180x15mm,平台上需要 鑽10個直徑4mm有錐度的孔, 一般也叫做沙拉孔。 所以先將所要加工的零件,在Fusion360轉出相對的加工路徑,相對路徑也就是依你的需求設置成工作原點,如下圖在毛坏的中央上方。
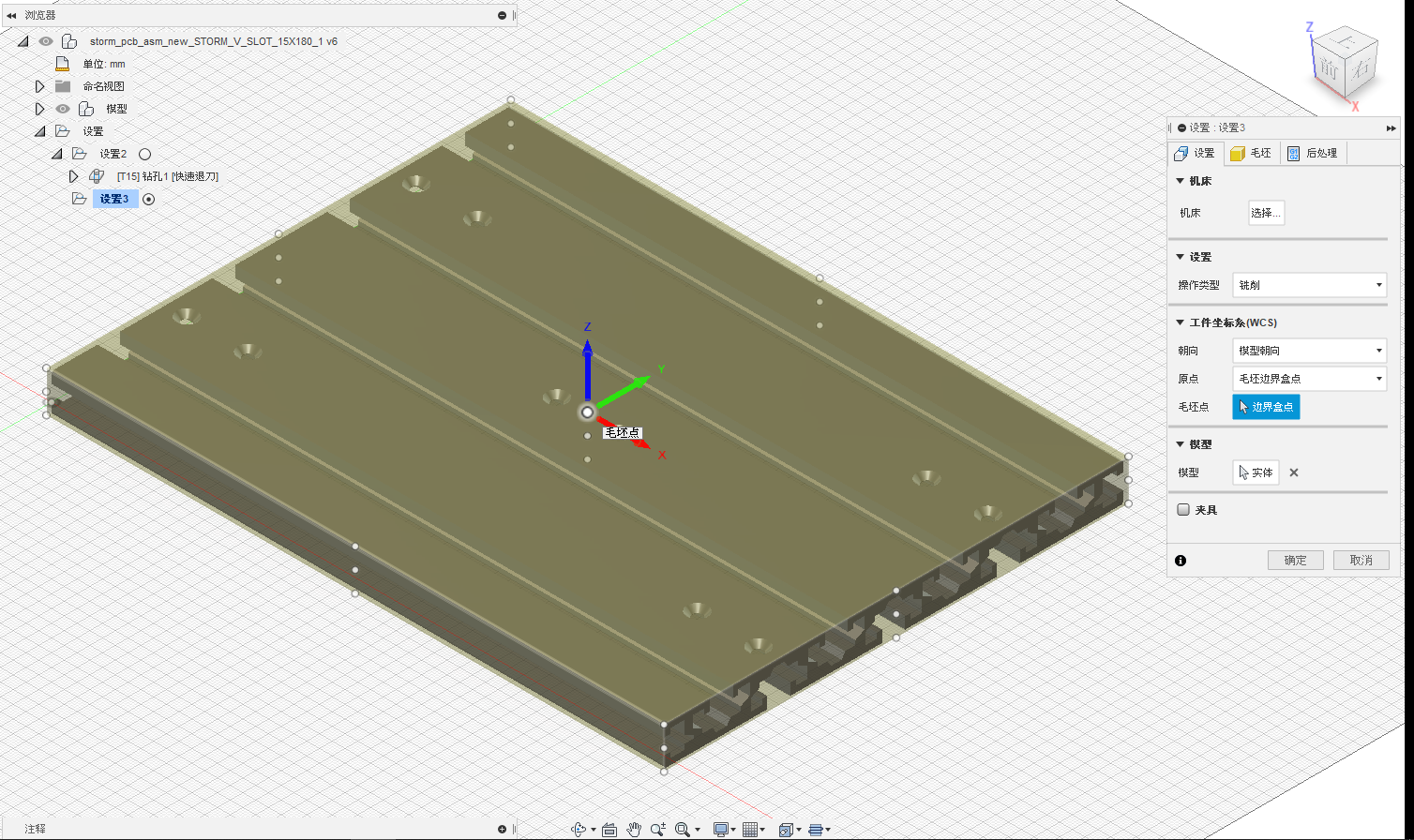
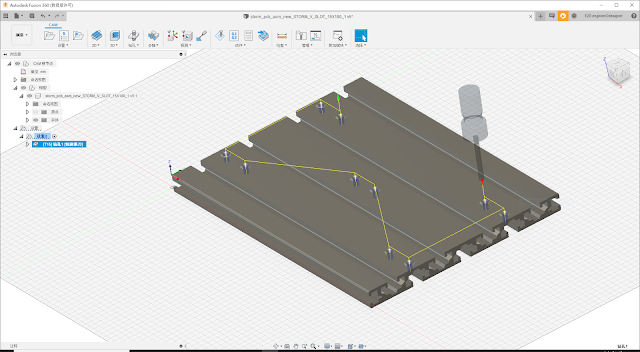
當然你也可以依你的想法或需求設置在不同的位置上。像我這次將將工作零件的左下角上
如圖所示。確認後記得讓Fusion360重新計算一下路徑。
接下來就將裁切好的鋁擠型固定在CNCx2的工作平台上,在右方及上方各兩顆螺栓,做為水平及垂止定位銷。
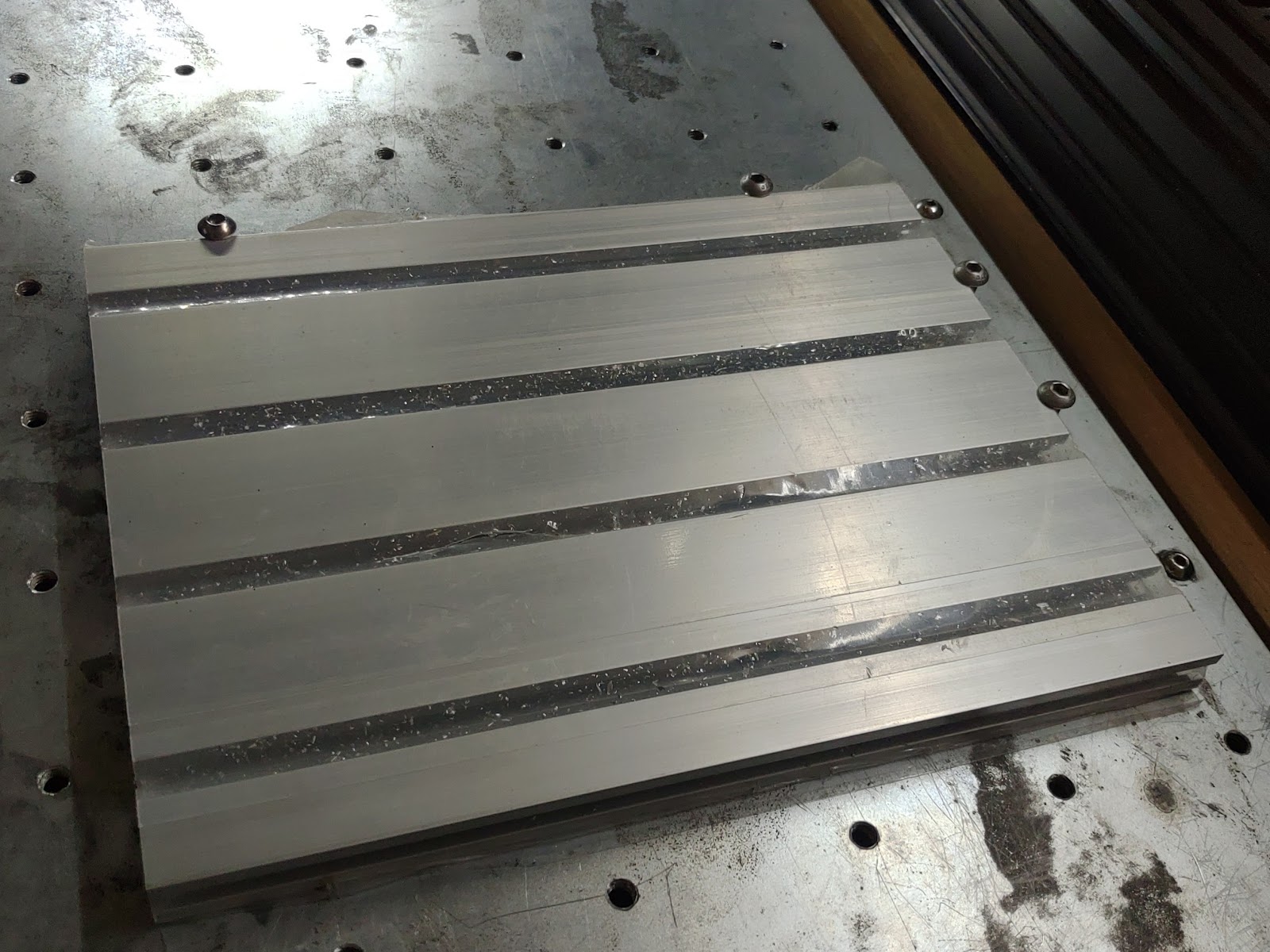
接著就在左側置放壓板夾治具。
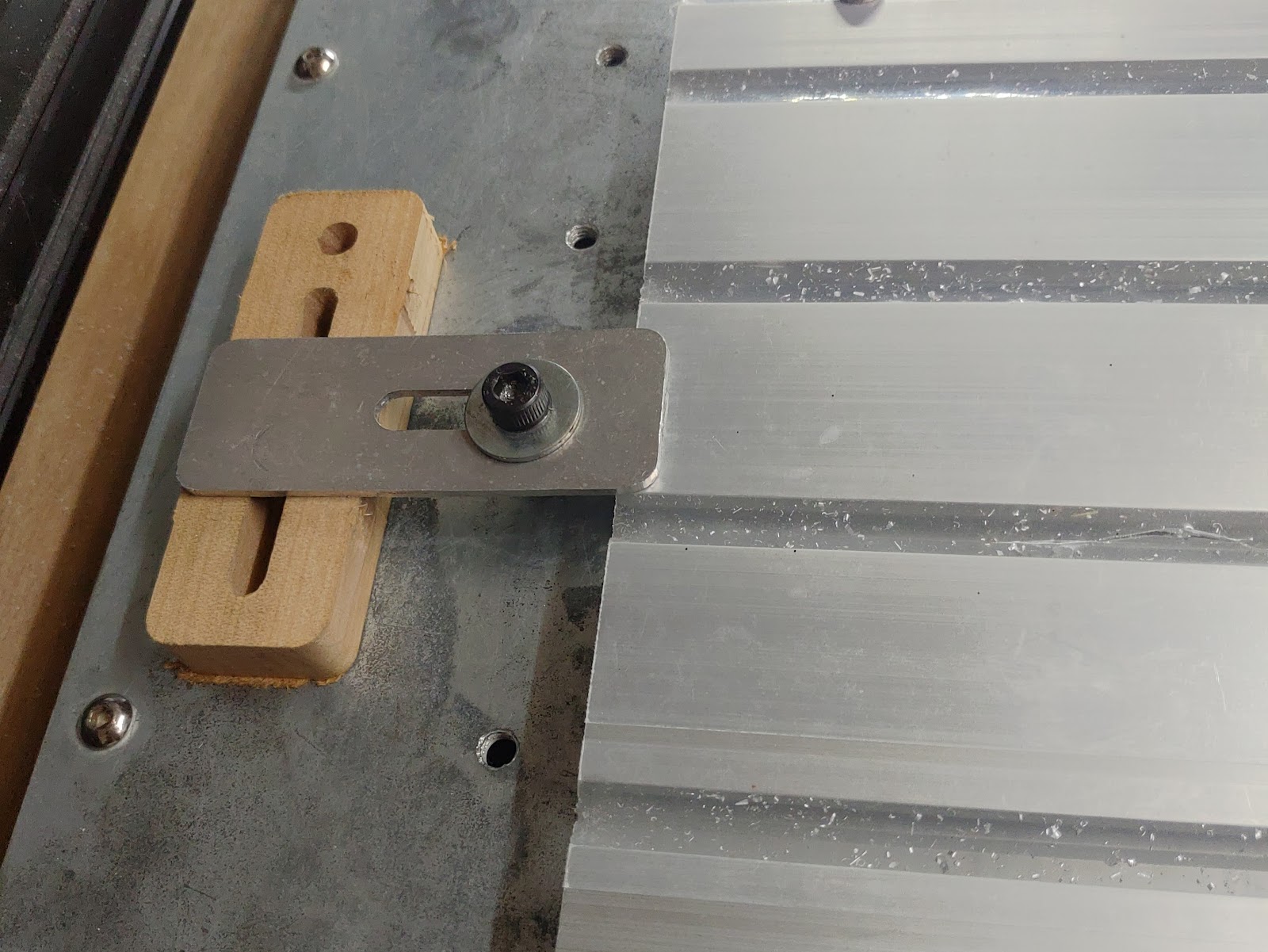

再鎖上壓板。此時你可以用手去推搖夾持工件是否會晃動,如果"會"就再增加壓板夾治具。先將Fusion360 轉出來的G-Code傳送到Bcnc裡面。你就可以清楚看到加工路徑,從工作原點座標提昇到退刀高度並移動到第一個加工的相座標。

為讓各位看清楚,我在編輯頁面上增加一個區塊,填上幾行G-Code 來顯示加工材的尺寸。

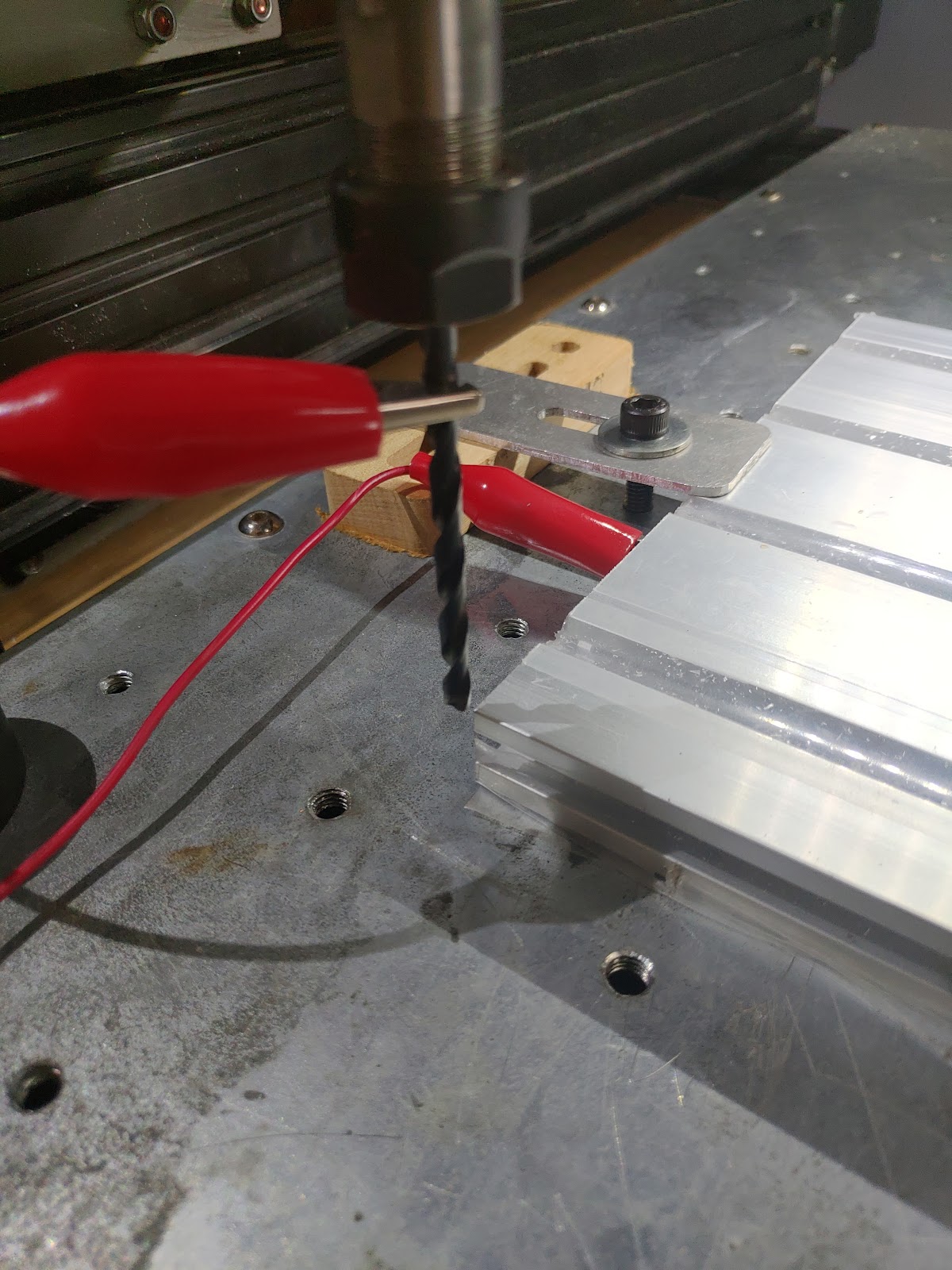
接下來就是做加工原點座標定位。先做Z軸歸零的動作。在鋁材夾上探針夾頭,另一頭夾在這一次要鑽直徑4mm孔的鑽尾上。將主軸位動到靠近鋁擠型的左下角上方。按下XYZ=0。
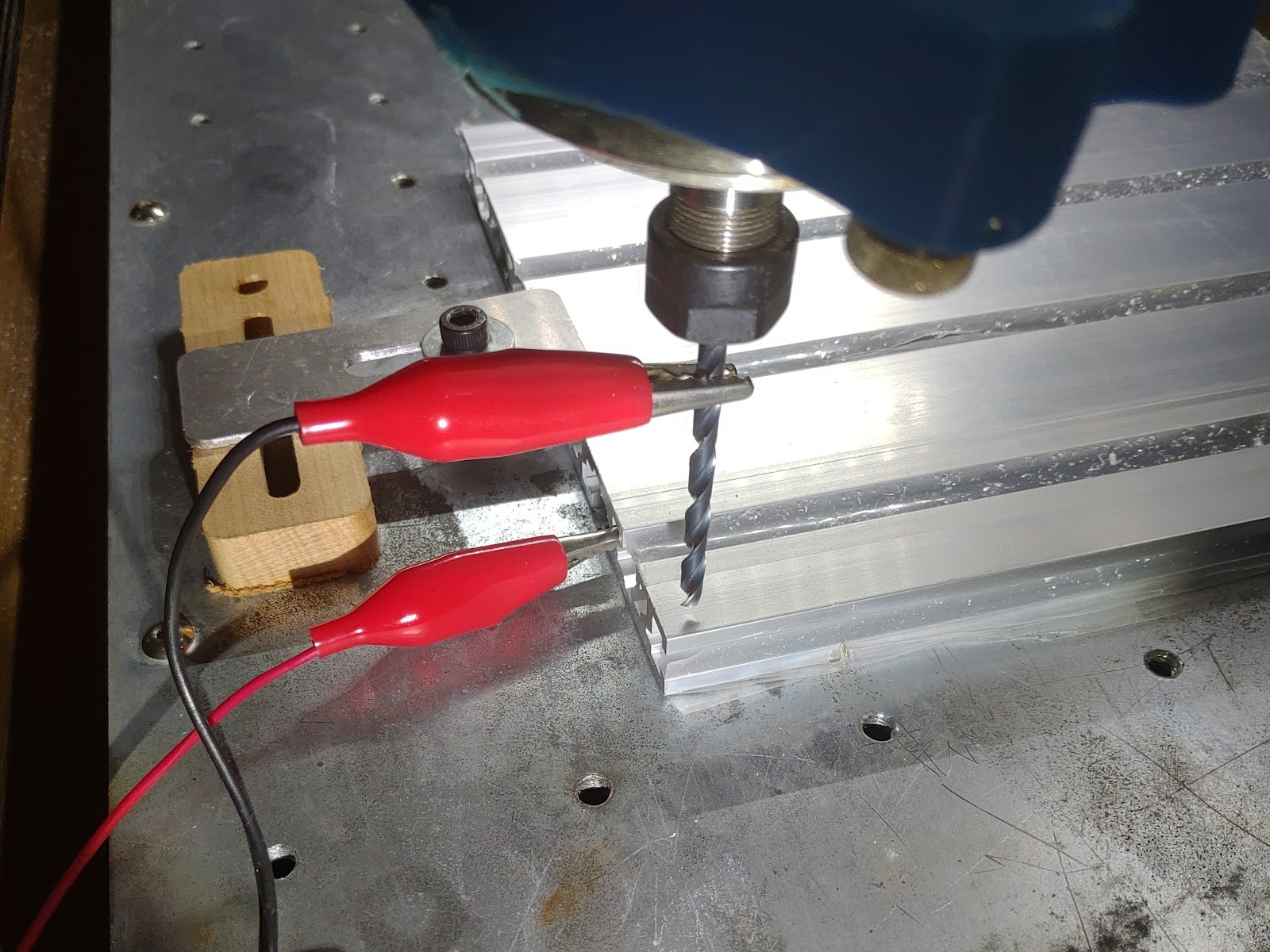
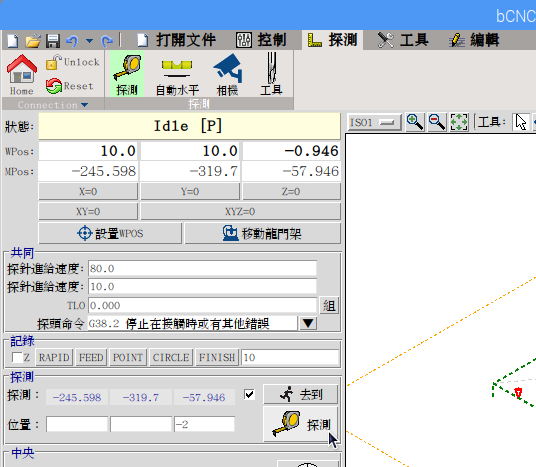
在Bcnc 探測頁面中,在探測位置的Z軸欄中填入-2,表示向下探測2mm,接著按下探測,主軸緩緩向下移動2mm,如果有接觸就會停止。不過建議探測前先用手持在鑽頭上的夾頭去碰觸探測面,看是不會感應,如果有應感應,狀態欄位會出現[P]。鋁擠型上有一層薄膜或氧化層造成無法感應,就會壓去一個刀痕。

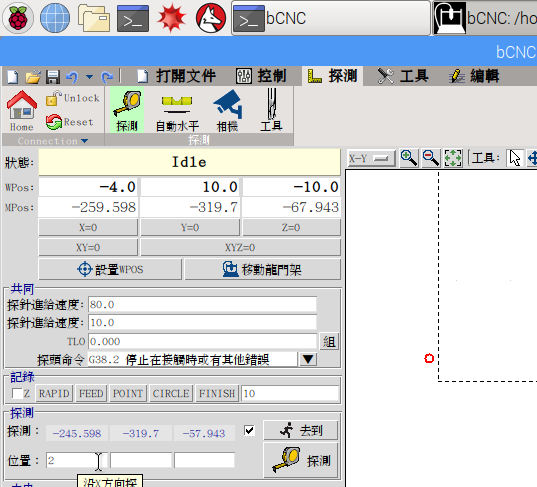
同樣方式,探測X軸,將主軸位移到左側下方讓鑽頭可以探測鋁擠型的左側面。

 \
\主軸回到工作原點時,此時你會發現與我們原先設置的偏位了2mm。這是因為刀具軸徑大小所致,因為主軸夾的是 4mm的刀,所以就會出現這樣的偏差值。
.
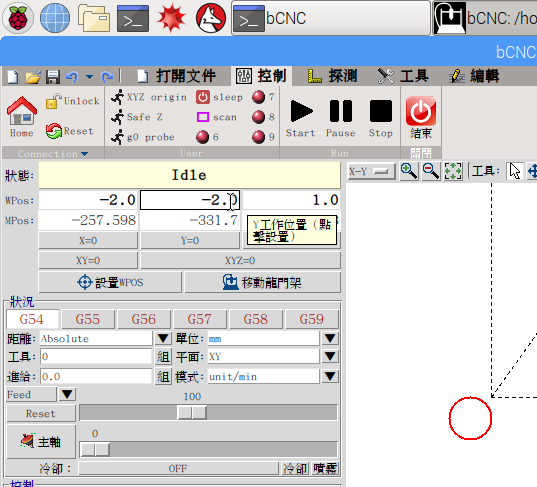
這時再按下回工作原點,你就會看到如果我們設置的位置上。

發現真的簡單又方便打開紅色的雷射光, 將紅色十字移動到我們的要的位置,確認後按下XY=0,歸零就完成,當然之後用先前探測的方式去探測Z軸高度,當然你也可以用目測的方式去做Z軸歸零。
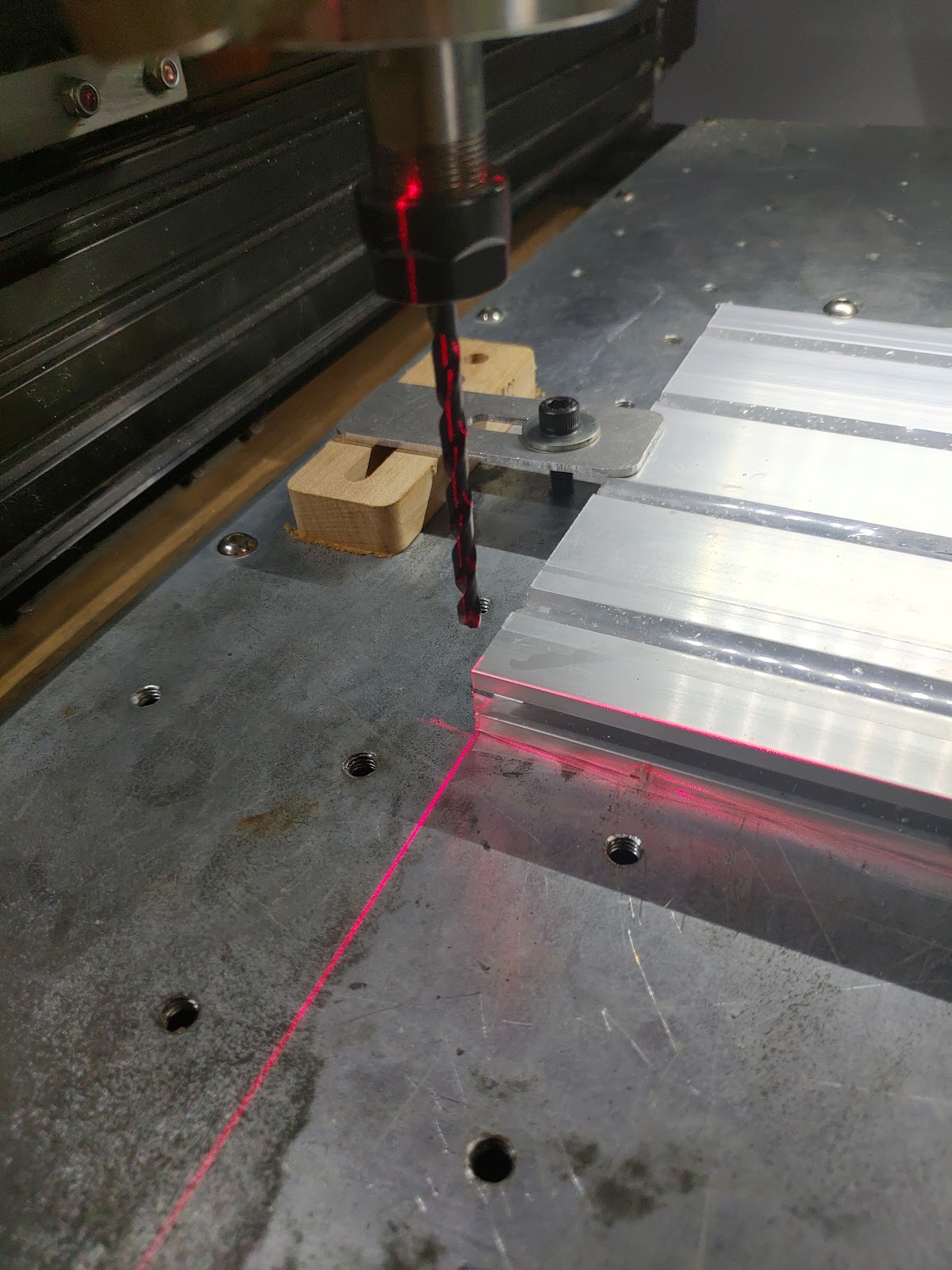
你就可以看到雷射標示是否落在我們的加工零件的範圍內。
接下來就按下Play讓CNCx2幫我完成它吧!
你就可以看到雷射標示是否落在我們的加工零件的範圍內。
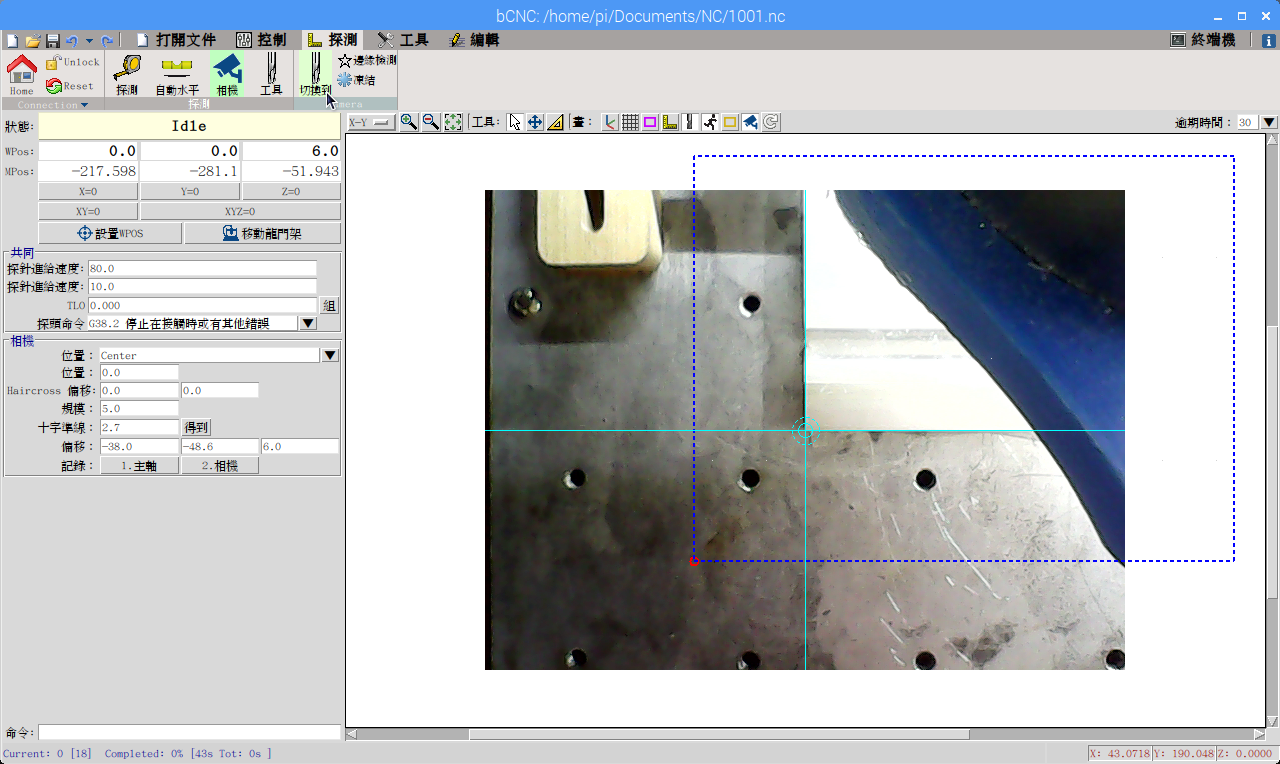
最一個就是 影像定位方式 開啟Bcnc探測頁面,點選相機 ,切換到相機 ,將螢幕上的青色十字對到我們的要的位置,確認後按下XY=0,歸零就完成。
如何裝上 雷射定位 及 影像定位 就留到下一篇囉.
沒有留言:
張貼留言